
材料・射出成形のイメージ
No1プラスチックの知識
プラスチックとは…
プラスチックは、「合成樹脂」ともいわれます。人工的にたくさんの分子を合成したものがプラスチックです。
「プラスチック」という言葉は、英語で「自由に形をつくれる。軟らかい。」という意味です。そのような性質をもつ製品を一般的に「プラスチック」と呼ぶようになりました。

プラスチックの歴史
プラスチックがつくられるようになったのは、今から150年ほど前のことです。
最初のプラスチックは1868年にアメリカで生まれました。
日本ではちょうど慶応から明治に年号がかわった年です。日本はようやく近代国家の道を歩み出したころです。
プラスチックの中で最初にできたのは「セルロイド」です。
西部開拓時代のアメリカのビリヤード製造の会社が、値段が高い象牙の玉にかわる、ビリヤードの玉の材料を探していました。当時はその様な材料はなかなか見つからず、とうとうその会社はその材料を発明した人に賞金1万ドルを出すことにしました。
その懸賞に応募するために知恵をしぼった一人の印刷工、ジョン・W・ハイアットが
「セルロイド」を発見しました。これが世界初の「プラスチック」といわれています。
最近ではあまり見なくなりましたが現代でも、お面や人形などは「セルロイド」を使用しているものもあります。
プラスチックのつくり方
現在、プラスチックの原料には石油が使われています。
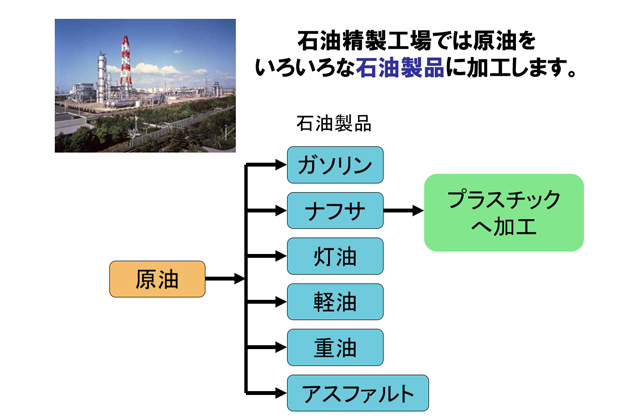
地下から掘り出した原油はタンカーで運ばれ、石油精製工場に運ばれます。
石油精製工場では、原油をガソリンやナフサなど様々な石油製品に加工します。
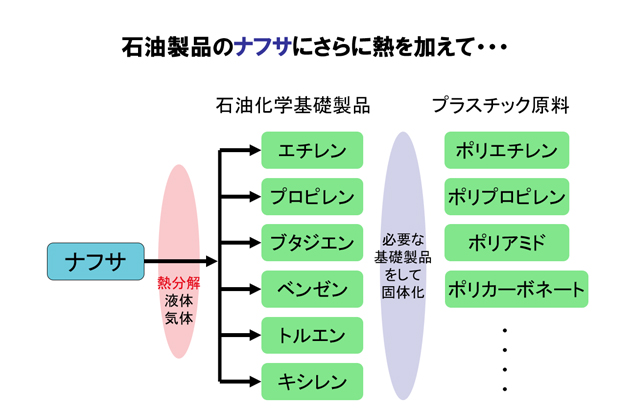
そして、石油製品のナフサにさらに熱を加え、エチレンやプロピレンなどの石油化学基礎製品をつくります。その後、その基礎製品を固体化してポリエチレンやポリプロピレンなどのプラスチック原料を作成します。
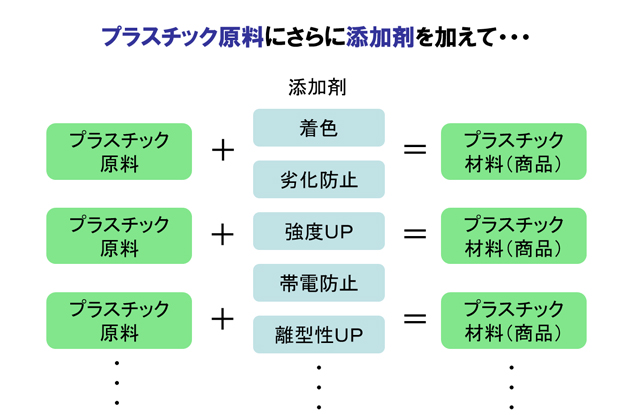
このプラスチック原料に、用途にあわせて着色料などの添加剤を加えて加工することで、製品の材料となるプラスチック材料が出来上がります。
プラスチックの種類
プラスチックの種類は大きく分けると2種類に分けられます。
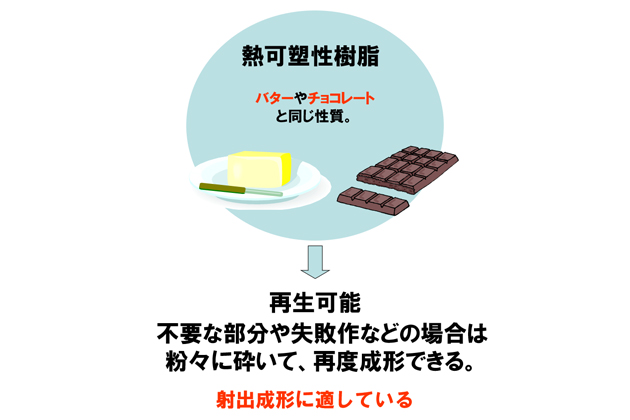
熱可塑性樹脂
熱を加えると溶けてやわらかくなり、冷やすと固まる性質をもち、一度硬くなっても熱を加えると再びやわらかくなる性質のあるもの。
ちょうどバターやチョコレートと同じ性質がある。
熱硬化性樹脂
熱を加えるとかたくなり、一度固まると後で熱を加えても再びやわらかくならない、ちょうどゆで卵やビスケットと同じような性質をもったプラスチックのこと。

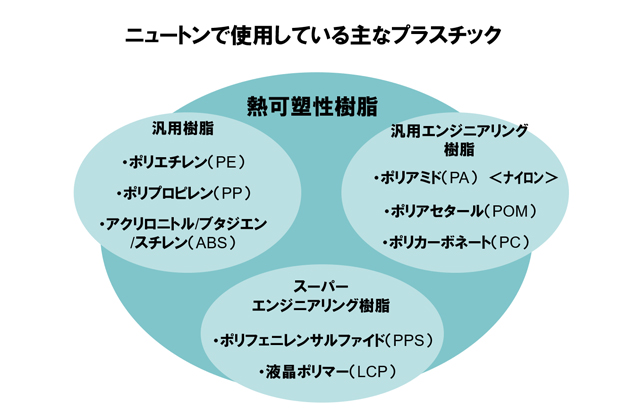
ニュートンで使用している主なプラスチック
ニュートンでは、熱可塑性樹脂を使用しています。主に使用しているプラスチックは図の通りです。
No2成形とは
大昔から人類は生活を豊かにするために色々なモノをつくってきました。
現代でもモノをつくる理由は変わってはいませんがモノづくりの方法は進化をとげています。高精度な品質のよいものを大量につくる技術の1つに成形加工があります。

主な成形加工の種類
成形加工には、形や用途に応じて、いろいろな加工法があります。

1.吹き込み(ブロー)成形
中が空洞になっているペットボトルなどの容器類
2.押し出し成形
樹脂パイプ・樹脂板・ビニール線などの同じ形状が長いもの

3.射出成形
樹脂製品全般。寸法精度が必要な複雑な形状。
射出成形と成形機
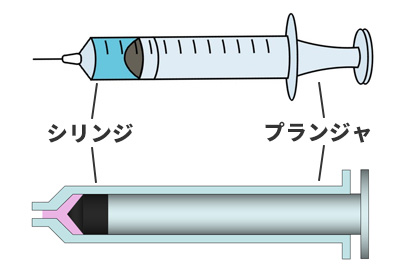
射出成形を理解するにはまず注射器をイメージしてください。注射器はプランジャを後退させ液を筒状のシリンジに詰め、更にプランジャを押し出し液を射出します。
射出成形のプラスチック樹脂の射出動作もこの動きに極めて近いものがあります。
でも、プラスチックはご存知の通り、けっこう硬いものです。どうして注射器の液体の様に注入したり射出ができるんでしょう?
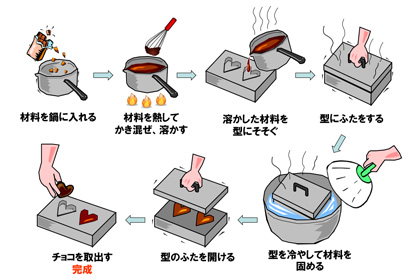
今度はチョコレートをイメージしてください。チョコレートは硬いものですが、熱することにより軟らかくドロドロに溶けてしまいます。プラスチックもチョコレートと同様に熱することにより軟らかくドロドロに溶けます。なので注射器の様に射出できるのです。
引き続きチョコレートをイメージしてください。この手作りチョコの製作過程が「成形の工程」とほぼ一緒です。
ここまでの「材料・射出成形のイメージ」に関する説明を、動画で見ることができます。
射出成形の動作
射出成形機について
成形サイクルをまわすために成形機を使います。
射出成形機の機能はチョコレートづくりに例えると図のようになります。
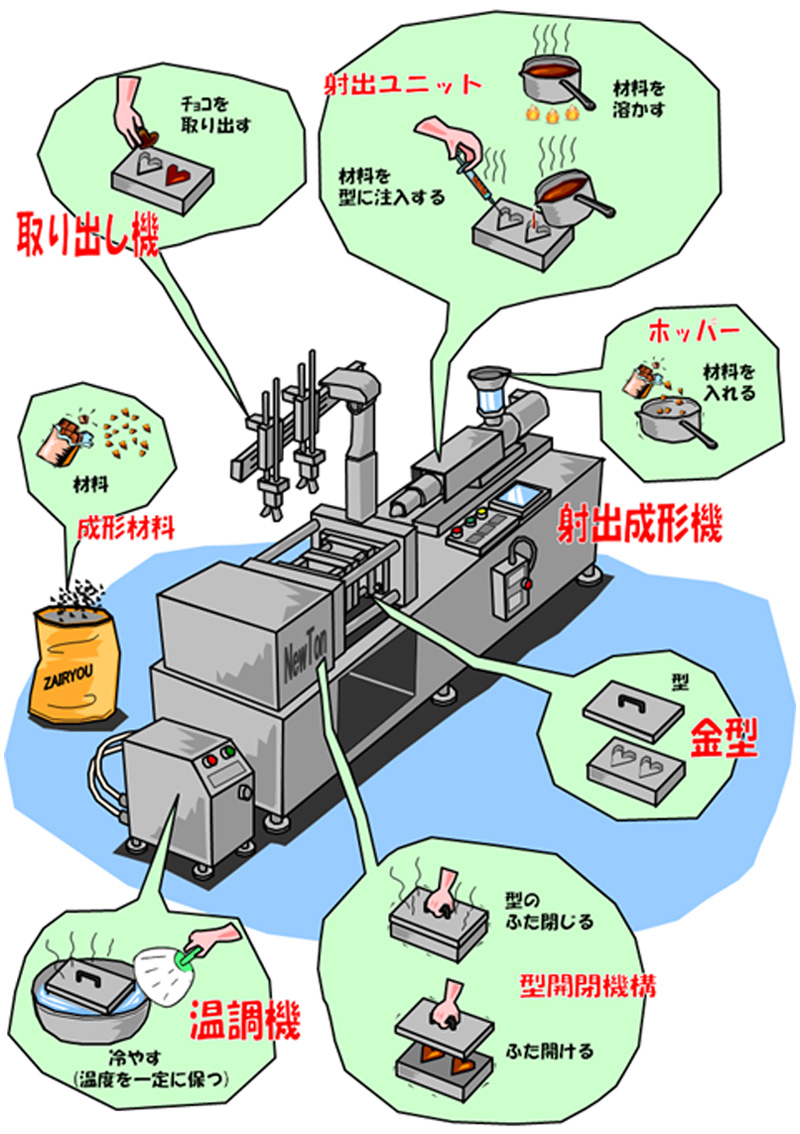
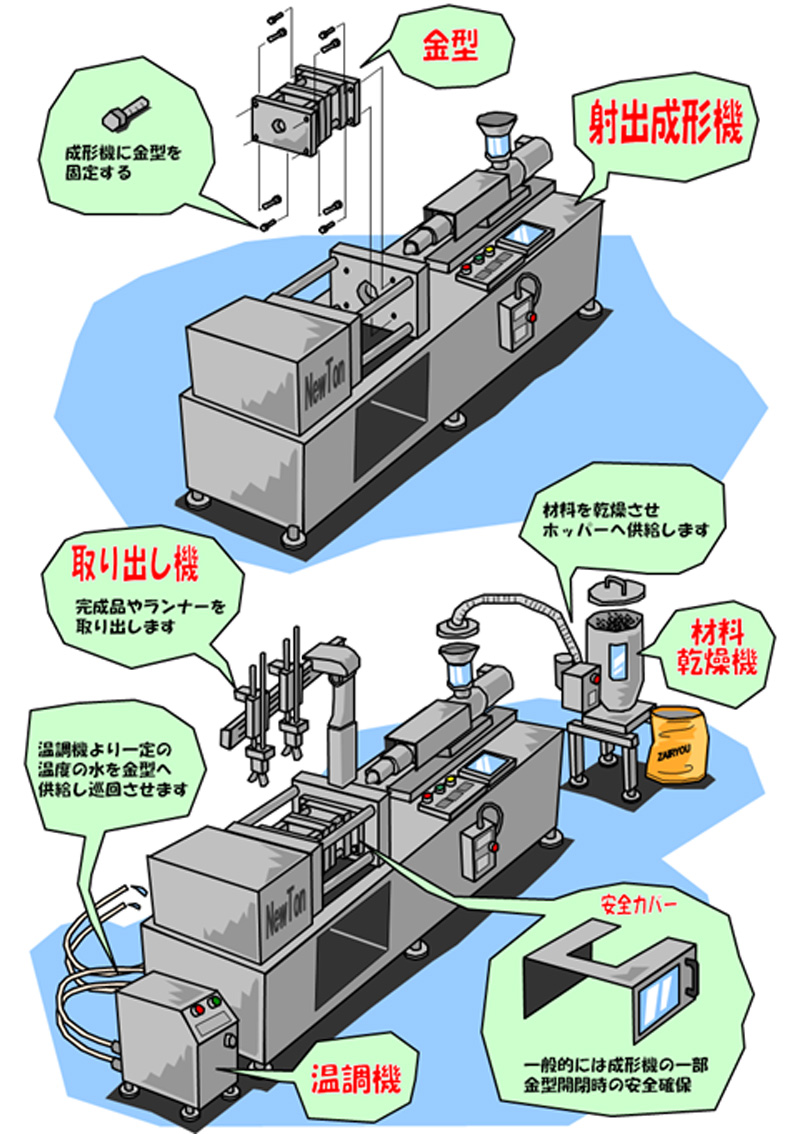
射出成形機を取り巻く付帯設備
射出成形機本体だけでは成形はできません。
- 金型
- 金型温度調整機
- 材料乾燥機
などの付帯設備を利用します。
No1射出成形機の種類
1.動力
ニュートンでは、「電動式」と「油圧式」どちらも使用しています。
電動式
型締め機構が電動トグル式
射出も電動制御
変則的な射出制御が出来る

油圧式
型締め機構が直動油圧シリンダー式
射出も油圧式
電動式に比べ安価である

2.型
横型:自動成形に適しています

竪型:インサート成形など人付きの成形に適しています

3.型締め力
成形機のt(トン)数は型締め力です。
成形機の大きさではありません。
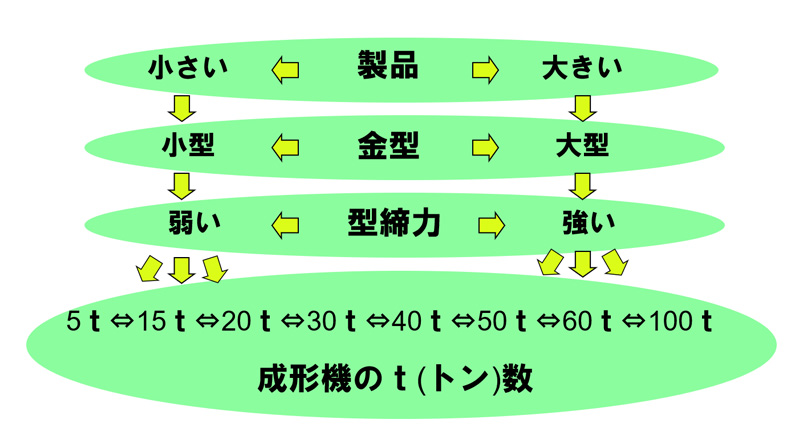
型締め力は製品の投影面積より計算で算出されます。
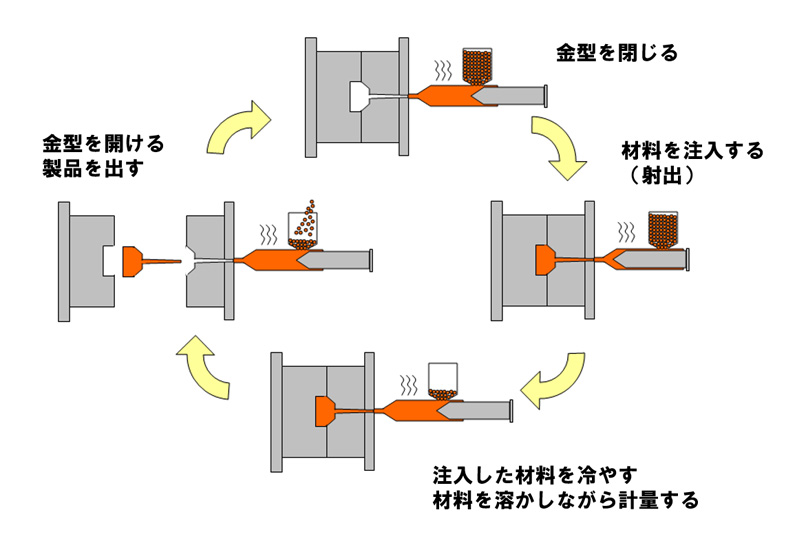
No2成形基本サイクル
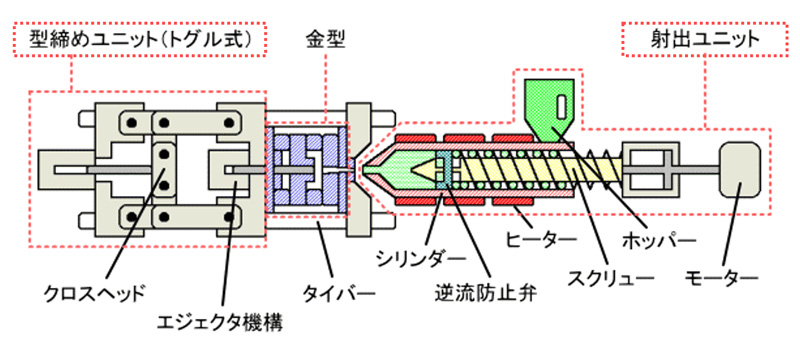
No3射出成形機 主要機構部の名称
射出成形機の機構は「型締めユニット」「射出ユニット」の2つに分かれます。
No4成形条件とは
射出成形機で製品を成形するには、ただやみくもに樹脂をシリンダーに入れ、金型に充填しているわけではありません。
材料の溶融温度、金型温度、計量、射出速度、射出圧力、金型開閉速度、製品突き出し速度等を選定し、「成形条件」を成形機に設定します。
すなわち1つの金型に1つの成形条件が存在しますし、成形機が変わっても再度成形条件をつくらなければなりません。
成形条件は、製品形状、成形機の特性、材料の特性、金型仕様を十分理解し選定しなければなりません。
ポイント① 「材料の溶融」と「計量」
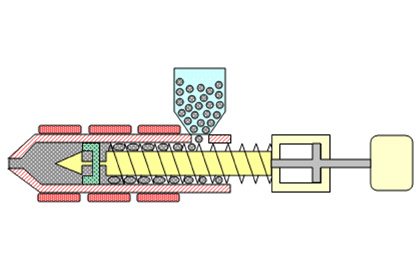
成形機はスクリューを回転させると、スクリューの溝をつたってホッパーより材料がシリンダー前部へ送られる構造になっています。
ペレット状の材料はスクリューの溝をつたわりながら回転によるせん断熱とシリンダーのヒーター熱によりドロドロの溶融状態となりながら前部へ送られます。
材料がシリンダーに充填されるとスクリューはその分、後退します。成形機の制御で後退位置を指定し指定位置まで後退させ停止させます。これが「計量」です。
ポイント② 「射出」
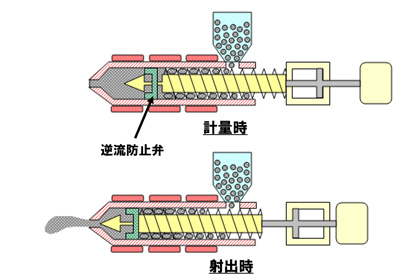
スクリューの先端は「逆流防止弁」機構となっています。
計量時のスクリュー後退時は材料がシリンダー前部と後部が開放されるように、射出時のスクリュー前進時には前部と後部が遮断されるしくみです。
この構造から逆流防止弁とシリンダー径が射出の繰り返しにより磨耗等で隙間が出来ると樹脂が後部に漏れ、金型に計量通りの材料が充填できず「ショート」「ヒケ」となってしまいます。
この「逆流防止弁」の機構は射出成形にはとても大切な部分です。
ポイント③ 「保圧」
射出成形は金型に樹脂を充填した後、さらに「保圧」をかけて金型の形状をしっかり転写させます。
保圧とはスクリュー前進による射出後に、さらにスクリューを前進させて金型内の樹脂に圧力をかけ保持することです。
樹脂を金型内充填するために使うはじめの圧力を「射出圧」又は「1次圧」といい保圧を「2次圧」と呼ぶ場合もあります。
保圧が弱い場合は製品形状に異常が発生し「ショート」「ヒケ」「寸法不良」となります。また強い場合は「バリ」が発生します。
ポイント④ 「冷却」
「保圧」をかけた後、金型はすぐには開きません。これは、手づくりチョコレートを思い浮かべても分かる様に、溶融した材料を型内で冷やし硬化させ形状を転写させるためです。
もしも、冷やさないですぐに金型を開いてしまうと製品の「変形」が発生してしまいます。
この製品を冷やす時間を「冷却時間」といいます。冷却時間は材料や樹脂量、金型温度により異なります。一般的には冷却時間の間に計量を行い、全体のサイクル時間を短縮させます。
ポイント⑤ 「離型(エジェクター動作)」
冷却後、金型が開きますが製品はどこにあるでしょうか?
金型は固定側と可動側に分かれますが射出成形の場合は全て可動側(エジェクター側)にあります。これは成形機にあるエジェクター機構が可動側にあるためです。
製品を可動側に残し、エジェクタロットの突き出しにより、金型のエジェクタピンを動かし製品を型より「離型」させます。金型設計者は製品形状を考慮し、うまく可動側へ製品が残るように、入子形状や製品配置方向、型機構を考えています。
なにも考えずに金型を設計すれば、固定側に製品を取られてしまいエジェクターピンで金型より取り出すことは出来ません。
No5プラスチックの性質
プラスチックはペレット状のモノに200℃~350℃レベルの高熱を加え溶融し色々な形状に成形できる便利な物質です。しかし、取り扱いや成形条件を一歩間違えると重大なトラブルを引き起こす危険のある物質ともいえます。
プラスチック材料の種類やグレードに応じて・・・
- 加熱温度(溶融温度)が異なる
- 滞留時間(溶融状態で待機できる時間)が異なる
- 加熱時に発生するガスの種類が異なる
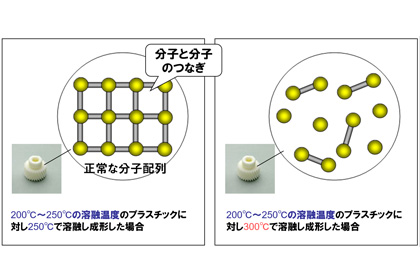
①加熱温度(溶融温度)を間違えると・・・
一見同じ様に成形できた様に見える二つの成形品ですが物質を形つくっている分子と分子のつなぎに差がでてきます。分子のつなぎが崩れると応力をかけた場合、簡単に割れてしまいます。
②滞留時間を長くすると・・・
規格内の温度で溶融したとしても、長時間加熱を続けると分子のつなぎ目は崩壊し炭化が始まります。プラスチックが液体状の炭化物となり成形不可能となります。
成形機のシリンダー温度を上げたまま放置すると材料は炭化し、それを取り除くためにはスクリューを抜いて洗浄しなければなりません。
③ガスの発生
プラスチックを溶融した場合、必ずガスが発生します。我々が材料として使用するプラスチックには猛毒性ガスを発生させるものはありません。
しかし、フッ素系プラスチックは溶融時、微量の毒性を含むガスを発生させるグレードも存在します。その場合は専用ダクトを設置し対応して対策していますが、つとめて長時間ガスを吸わないよう心がけましょう。
ここまでの「射出成形機」の説明を動画でも見ることができます。
射出成形の用語編
以下を、アニメーションでご説明いたします。
- 射出成形の基本動作と、その名前
- 射出と計量の「しくみ」
- 成形条件の項目